Получить расчёт стоимости
Бесплатный расчёт по чертежу или описанию
Резка гильотиной в Москве
Листы до 12 мм · Длина реза до 4000 мм · Прямолинейный рез · Без нагреваГильотинная резка — быстрый и экономичный метод прямолинейного раскроя листового металла без нагрева и без потерь материала. Специализирован для производства заготовок прямоугольной формы в больших объёмах.
-
12+
лет на рынке
-
5
постов в цеху
-
1д
срочный заказ
-
НДС
работаем с НДС
Технические параметры
| Материал | Сталь, нержавейка, алюминий, медь |
| Толщина | 0,5–12 мм |
| Длина реза | До 4000 мм |
| Точность | ±0,2–0,5 мм |
| Тип реза | Только прямолинейный |
| Оборудование | Гидравлическая гильотина CNC |
Особенности метода
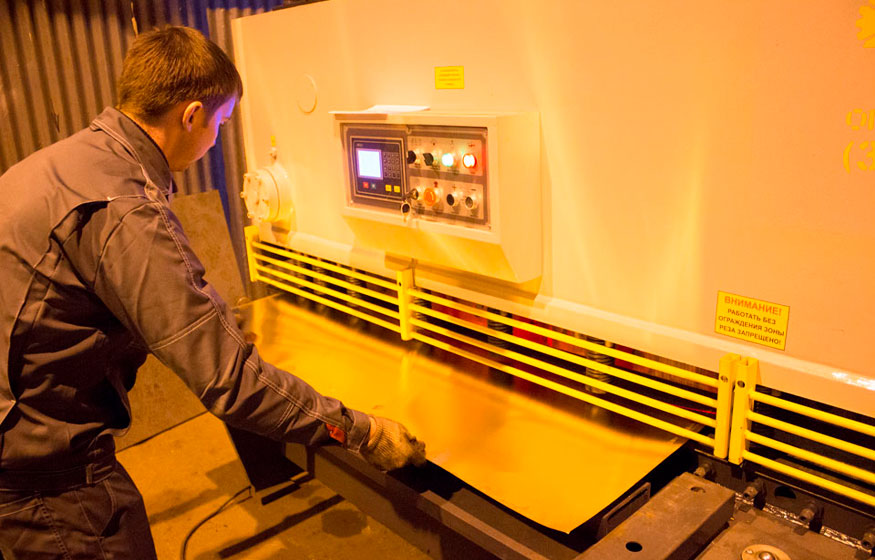
Резка металла гильотиной является одним из множества способов обработки металлических материалов и относится к механическому типу. Данный метод наиболее распространён для резки листовых изделий. Он основан на применении дополнительного оборудования – гильотины пневматического, электрического или ручного типа.
В ходе обработки специальное лезвие или нож, закреплённый в гильотине, подаётся к металлическому изделию под вертикальным направлением. Далее путём высокой подачи, лезвие врезается в материал и осуществляет его разделение на два отдельных сегмента. При этом сам объект резания устанавливается надёжно и неподвижно, фиксируясь специальными прижимными механизмами.
Используемое оборудование
Основным оборудованием, использующимся для рубки данным методом, являются специальные станки с гильотинными ножами или ножницами. Данные приспособления разделяются на несколько типов, каждый из которых имеет свои особенности:
- Ручные – резка осуществляется за счёт подачи лезвия гильотины усилием человека. Для этого может использоваться рычаг или педаль. Данное оборудование отличается простотой использования, но низкой производительностью.
- Гидравлические – данные гильотины отличаются использованием гидравлического привода, за счёт которого подаётся нож. Они способны обеспечивать длину разреза от 1 до 3 метров, характеризуются высокой производительностью.
- Электрические – их работа основана на использовании электродвигателя и кривошипного механизма.
- Пневматические – гильотины данного типа работают за счёт привода со сжатым воздухом. Они высокопроизводительны, используются в крупных производствах.
Основные особенности
Способ резки металла с применением гильотины целесообразен для листов, пластин, полос или шин. При этом толщина данных изделий не должна превышать 12 мм. В случае работы с толщинами больше указанной, может нарушаться качество среза и возможно появление заметных дефектов. Длина объекта, который подвергается обработке, ограничивается 2000 мм.
Характерной особенностью резки при помощи гильотины является высокое качество среза, а также его прямолинейность. Недостатком является плохая эффективность данного способа, при необходимости создания более сложной формы раскроя.
К основным преимуществам обработки данным методом можно отнести следующие:
- обеспечение высокой точности размеров относительно среза;
- высокая экономия материала, так как в процессе не производиться стружка или другие металлические отходы;
- хорошее качество полученного среза, его ровность и чистота;
- небольшая стоимость, благодаря которой обеспечивается высокая доступность.
При этом необходимо учитывать некоторые важные факторы, связанные с использованием гильотины для резания материалов. Основным из них является довольно быстрый износ режущей кромки. Из-за этого необходимо своевременно производить смену лезвия, во избежание ухудшения качества обработки. Также очень важно учитывать высокую энергозатратность метода, связанную с тем, что оборудование потребляет большое количество электропитания.







