Получить расчёт стоимости
Бесплатный расчёт по чертежу или описанию
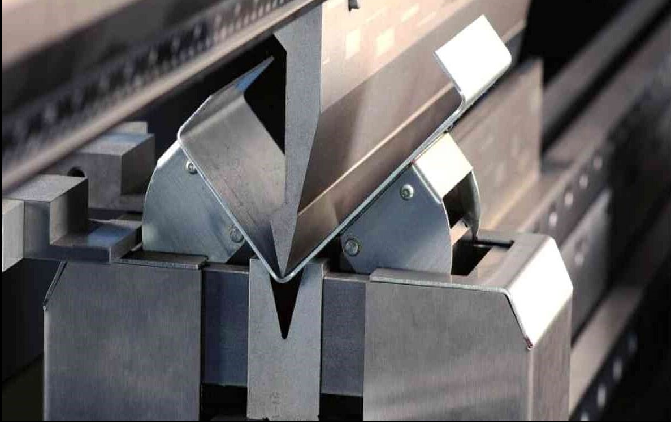
Гибка нержавеющей стали в Москве
AISI 304 · 316L · 321 · 430 · 0,5–8 мм · до 3100 мм · Пищевая и промышленнаяПрофессиональная гибка нержавеющей стали — листы AISI 304, 316L, 321, 430. Листогибочный пресс TRUMPF с ЧПУ: повышенный R пуансона, специальные матрицы с защитой от рисок, автокомпенсация пружинения. Пищевые поверхности 2B/4N — без царапин.
-
20
₽ от/гиб
-
8
мм макс. толщ.
-
±0,1°
точность
-
НДС
работаем с НДС
Технические параметры
| Толщина листа | 0,5–8 мм (AISI 304/316/321); до 6 мм (430) |
| Длина гиба | До 3100 мм |
| Точность угла | ±0,1° (датчик ACB) |
| Мин. R пуансона | 1,5t (нержавейка требует больше, чем сталь) |
| Защита поверхности | Плёнка PE + полиурет. матрицы для 2B/4N/BA |
| Марки | 304, 304L, 316L, 321, 430, 12Х18Н10Т |
| Срок | 1–2 рабочих дня |
| Применение | Пищепром, фармацевтика, химпром, фасады, вентиляция |
Цены
Стоимость зависит от объёма, материала и сложности. Итоговая цена рассчитывается индивидуально.
💡 Цены без НДС, ориентировочные. Минимальный заказ 5 000 ₽. Срочная гибка — ×2 к цене. Отправить проект на расчёт →
Особенности метода
Для гибки нержавейки применяются разные методы, выбор которых зависит от типа заготовки и ее толщины. К наиболее распространенным способам относятся:
- Воздушная (свободная) - создает изгибы за счет того, что заготовка не полностью прилегает к матрице, образуя воздушный зазор. Воздушная гибка отличается высокой производительностью, но требует обработку металла с помощью направляющих.
- Ковка — один из видов воздушной гибки, при которой усилие прижима пуансона к заготовке значительно увеличивается, что дает возможность получить более точные детали. Основным преимуществом ковки является стабилизированная геометрия угла, однако этот метод требует значительных усилий и использования специального инструмента для каждого угла сгиба.
- Чеканка (формовка) — заготовка плотно крепится между пуансоном и матрицей, благодаря чему обеспечивается максимальная точность готового изделия. Рекомендуется для обработки тонколистовой нержавеющей стали, так как для работ с листами толщиной более 2 мм требуется прикладывать значительные усилия.
- Гибка по трем точкам — предполагает обработку в двух этапах. Сначала металл сгибается, а затем производится корректировка геометрии с помощью сенсорных датчиков. Способ обеспечивает точность геометрии, но требует больше времени и квалифицированного персонала.
- Вальцовка — используется для придания заготовкам радиусной формы. Для выполнения вальцовки применяются специальные станки с вращающимися валками, через которые проходит заготовка, что дает возможность создавать изделия округлой формы, такие как трубы или цилиндры.
Преимущества гибки нержавеющей стали
- При гибке нержавейки учитываются ее механические и антикоррозионные свойства. Это особенно важно для отраслей, где продукция подвергается воздействию агрессивных сред или высоких температур.
- Процесс гибки сокращает количество сварных швов и других соединений, что уменьшает количество отходов и повышает эффективность производства.
- Использование современных станков и инструментов позволяет производить большие объемы продукции в кратчайшие сроки и достигать точности деталей до 0,1 мм.
Преимущества работы с нами
Гибка нержавеющей стали — это современная технология, позволяющая изготавливать детали любой сложности с сохранением всех свойств материала. Важно правильно выбирать метод и оборудования в зависимости от толщины и типа стали для обеспечения точности и качества. Мы предлагаем услуги гибки на высококачественном оборудовании с соблюдением всех технологических норм и готовы предложить наиболее выгодные условия для сотрудничества.








